- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

การวิเคราะห์ "เดดแบนด์" ในวาล์วควบคุม
2022-09-25
Deadbands เป็นสาเหตุหลักของการเบี่ยงเบนในกระบวนการขนาดใหญ่ วาล์วควบคุมเป็นแหล่งสำคัญของเดดแบนด์ในลูปเครื่องมือวัดสำหรับสาเหตุหลายประการ เช่น การเสียดสี การเดินทางทางอากาศ การบิดของสปูล เดดแบนด์ในแอมพลิฟายเออร์หรือสไลเดอร์วาล์ว
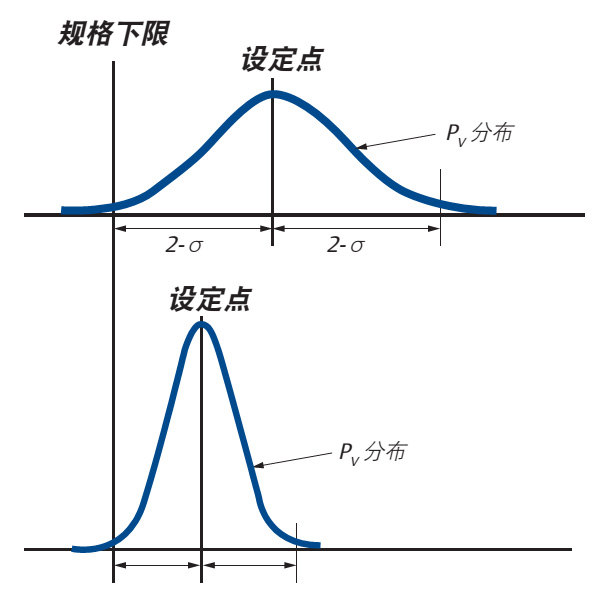
Deadband เป็นปรากฏการณ์ทั่วไปและหมายถึงช่วงหรือความกว้างของค่าเอาต์พุตคอนโทรลเลอร์ที่ไม่อนุญาตให้ตัวแปรกระบวนการภายใต้การทดสอบเปลี่ยนแปลงเมื่อสัญญาณอินพุตเปลี่ยนทิศทาง เมื่อเกิดการรบกวนโหลด กระบวนการแปรผันจากจุดที่ตั้งไว้ เดอ .นี้viation จะได้รับการแก้ไขโดยการดำเนินการแก้ไขที่สร้างขึ้นโดยตัวควบคุมและเปลี่ยนกลับเป็นกระบวนการ อย่างไรก็ตาม การเปลี่ยนแปลงเริ่มต้นในเอาต์พุตของคอนโทรลเลอร์อาจไม่ทำให้เกิดการเปลี่ยนแปลงแก้ไขที่สอดคล้องกันในตัวแปรกระบวนการ การเปลี่ยนแปลงในตัวแปรกระบวนการที่เกี่ยวข้องจะเกิดขึ้นก็ต่อเมื่อเอาต์พุตของคอนโทรลเลอร์เปลี่ยนแปลงไปในปริมาณมากพอที่จะเอาชนะการเปลี่ยนแปลงในเดดแบนด์ได้
หากเอาต์พุตของคอนโทรลเลอร์เปลี่ยนทิศทาง สัญญาณคอนโทรลเลอร์จะต้องเอาชนะเดดแบนด์เพื่อสร้างการเปลี่ยนแปลงแก้ไขในตัวแปรกระบวนการ การมีอยู่ของแบนด์วิดท์ในกระบวนการหมายความว่าเอาต์พุตของคอนโทรลเลอร์ต้องเพิ่มขึ้นเป็นจำนวนที่มากพอที่จะเอาชนะแบนด์ตายได้ และจากนั้นจะมีการดำเนินการแก้ไข
âสาเหตุของเดดแบนด์
มีหลายสาเหตุของเดดแบนด์ แต่การเสียดสีและการเดินทางของอากาศในวาล์วควบคุม การบิดของสปินเดิลของโรตารีวาล์วและเดดแบนด์ในแอมพลิฟายเออร์มีรูปแบบทั่วไปไม่มากนัก เนื่องจากการควบคุมการมอดูเลตส่วนใหญ่ประกอบด้วยการเปลี่ยนแปลงสัญญาณเล็กน้อย (1% หรือน้อยกว่า) วาล์วควบคุมที่มีแถบตายขนาดใหญ่อาจไม่ตอบสนองต่อการเปลี่ยนแปลงสัญญาณเล็กน้อยจำนวนมากเลย วาล์วที่ผลิตมาอย่างดีควรจะสามารถตอบสนองต่อสัญญาณที่ 1% หรือน้อยกว่า เพื่อลดระดับความเบี่ยงเบนของกระบวนการได้อย่างมีประสิทธิภาพ อย่างไรก็ตาม ไม่ใช่เรื่องแปลกที่วาล์วจะมีเดดแบนด์ 5% หรือมากกว่า ในการตรวจสอบโรงงานเมื่อเร็วๆ นี้ พบว่า 30% ของวาล์วมี Deadband มากกว่า 4% กว่า 65% ของลูปควบคุมที่ตรวจสอบมีเดดแบนด์มากกว่า 2%
● ผลกระทบของเดดแบนด์
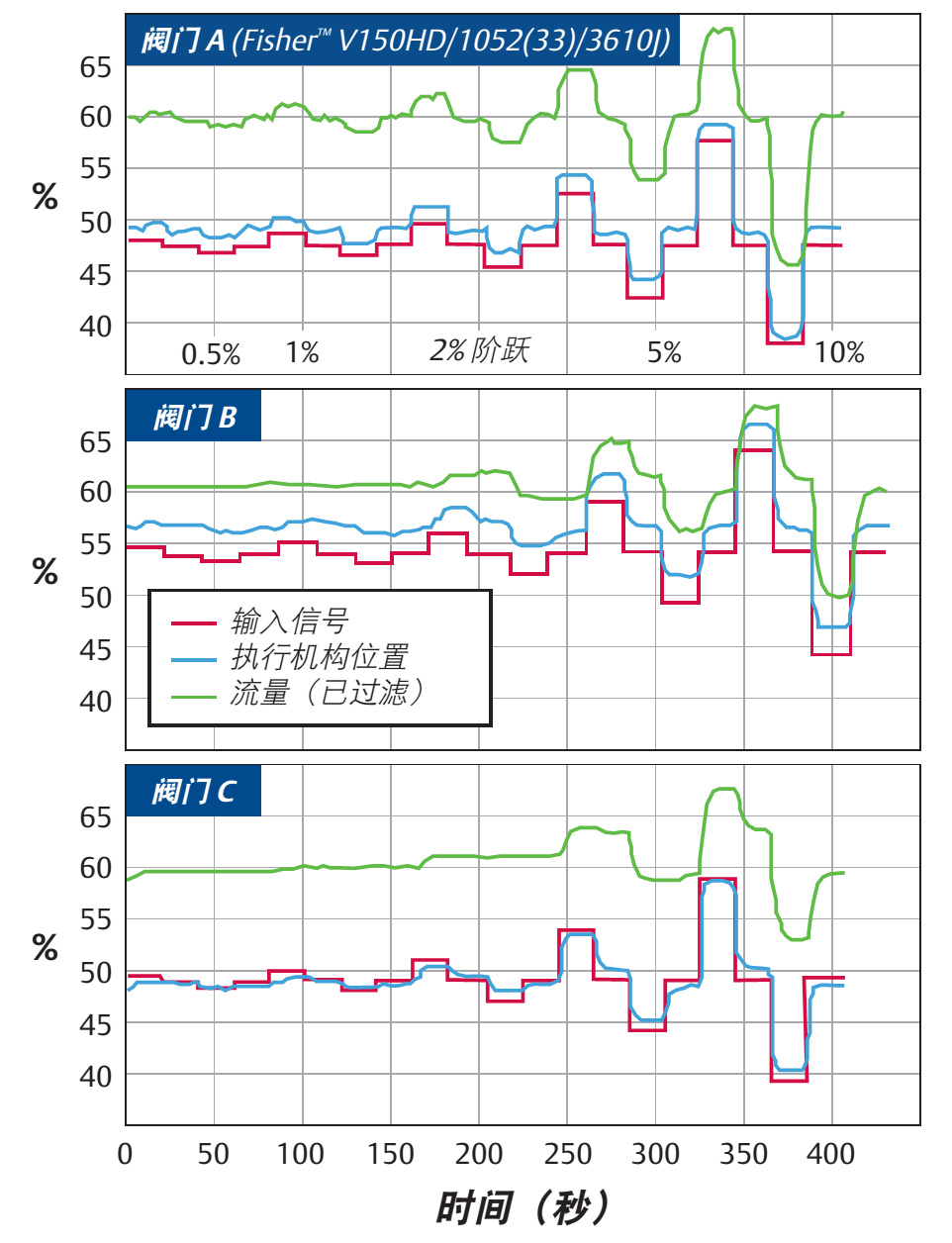
กราฟนี้แสดงการทดสอบลูปเปิดของวาล์วควบคุมที่แตกต่างกันสามวาล์วภายใต้สภาวะกระบวนการปกติ วาล์วเหล่านี้ได้รับช่วงของอินพุตแบบขั้นตอนตั้งแต่ 0.5% ถึง 10% การทดสอบขั้นตอนภายใต้สภาวะของไหลมีความจำเป็นเนื่องจากเงื่อนไขเหล่านี้ทำให้สามารถประเมินประสิทธิภาพของชุดวาล์วควบคุมทั้งหมดได้ แทนที่จะเป็นเพียงตัวกระตุ้นวาล์ว เช่นเดียวกับการทดสอบมาตรฐานส่วนใหญ่
● การทดสอบประสิทธิภาพ
การทดสอบประสิทธิภาพของวาล์วควบคุมบางอย่างถูกจำกัดให้เปรียบเทียบสัญญาณอินพุตกับจังหวะของก้านกระทุ้งแอ๊คทูเอเตอร์ สิ่งนี้ทำให้เข้าใจผิดเนื่องจากไม่สนใจประสิทธิภาพของวาล์วเอง
สิ่งที่สำคัญที่สุดคือการวัดสมรรถนะไดนามิกของวาล์วภายใต้สภาวะของไหล เพื่อให้สามารถเปรียบเทียบการเปลี่ยนแปลงของตัวแปรกระบวนการกับการเปลี่ยนแปลงของสัญญาณอินพุตไปยังชุดประกอบวาล์ว หากมีเพียงก้านวาล์วเท่านั้นที่ตอบสนองต่อการเปลี่ยนแปลงของสัญญาณอินพุตของวาล์ว การทดสอบนี้มีความเกี่ยวข้องเพียงเล็กน้อยเนื่องจากไม่มีการแก้ไขความเบี่ยงเบนของกระบวนการโดยไม่มีการเปลี่ยนแปลงที่สอดคล้องกันในตัวแปรควบคุม
ในการทดสอบวาล์วทั้งสามนั้น การเคลื่อนไหวของแท่งกดของตัวกระตุ้นตอบสนองได้ดีต่อการเปลี่ยนแปลงของสัญญาณอินพุต ในทางกลับกัน วาล์วมีความแตกต่างกันอย่างมากในความสามารถในการเปลี่ยนอัตราการไหลในการตอบสนองต่อการเปลี่ยนแปลงของสัญญาณอินพุต
วาล์ว A ตัวแปรกระบวนการ (อัตราการไหล) ตอบสนองได้ดีกับสัญญาณอินพุตที่เล็กเพียง 0.5%
วาล์ว B ต้องมีการเปลี่ยนแปลงสัญญาณอินพุตมากกว่า 5% ก่อนจึงจะเริ่มตอบสนองต่อแต่ละขั้นตอนสัญญาณอินพุตได้ดี
วาล์ว C ที่แย่กว่านั้นมาก ต้องมีการเปลี่ยนแปลงสัญญาณมากกว่า 10% ก่อนที่มันจะเริ่มตอบสนองได้ดีกับแต่ละขั้นตอนของสัญญาณอินพุต
โดยรวมแล้ว ความสามารถของวาล์ว B หรือ C ในการปรับปรุงส่วนเบี่ยงเบนของกระบวนการนั้นแย่มาก
● แรงเสียดทาน
แรงเสียดทานเป็นสาเหตุสำคัญของเดดแบนด์ในวาล์วควบคุม วาล์วโรตารีมีความไวต่อแรงเสียดทานที่เกิดจากเบาะนั่งสูงซึ่งจำเป็นสำหรับการปิดผนึก สำหรับประเภทซีลบางประเภท จำเป็นต้องรับน้ำหนักของเบาะนั่งสูงเพื่อให้ได้ระดับการปิด เนื่องจากแรงเสียดทานสูงและความแข็งของแรงขับต่ำ ก้านวาล์วจึงบิดและไม่สามารถส่งการเคลื่อนไหวไปยังส่วนควบคุมได้ ผลที่ได้คือ วาล์วโรตารี่ที่ออกแบบมาไม่ดีอาจมีเดดแบนด์ขนาดใหญ่ ซึ่งมีอิทธิพลอย่างชัดเจนต่อระดับความเบี่ยงเบนของกระบวนการอย่างชัดเจน
ผู้ผลิตมักจะหล่อลื่นซีลของโรตารี่วาล์วในระหว่างกระบวนการผลิต แต่หลังจากผ่านไปเพียงไม่กี่ร้อยรอบ ชั้นการหล่อลื่นจะสึกหรอ นอกจากนี้ แรงกดที่เกิดจากแรงกดยังสามารถทำให้เกิดการสึกหรอของซีลได้ ผลที่ได้คือสำหรับวาล์วบางประเภท ความเสียดทานของวาล์วอาจเพิ่มขึ้น 400% หรือมากกว่านั้น ซึ่งทำให้ชัดเจนว่าข้อสรุปเกี่ยวกับประสิทธิภาพโดยใช้ข้อมูลจากประเภทมาตรฐานเพื่อประเมินวาล์วก่อนที่แรงบิดจะคงที่จะทำให้เข้าใจผิด วาล์ว B และ C แสดงให้เห็นว่าปัจจัยแรงบิดจากการเสียดสีที่สูงขึ้นเหล่านี้อาจส่งผลกระทบร้ายแรงต่อประสิทธิภาพของวาล์วควบคุม
แรงเสียดทานจากการบรรจุเป็นแหล่งหลักของแรงเสียดทานวาล์วควบคุมจังหวะทางอ้อม ในวาล์วประเภทนี้ แรงเสียดทานที่วัดได้อาจแตกต่างกันมากขึ้นอยู่กับรูปแบบวาล์วและรูปแบบการบรรจุ
ช่องว่างนี้อาจทำให้เกิดความไม่ต่อเนื่องในการเคลื่อนไหวเมื่ออุปกรณ์เปลี่ยนทิศทาง ช่องว่างมักจะเกิดขึ้นในอุปกรณ์ที่มีการกำหนดค่าต่างๆ ของไดรฟ์เกียร์ ตัวกระตุ้นแบบแร็คแอนด์พิเนียนมีความอ่อนไหวต่อเดดแบนด์เนื่องจากการกวาดล้าง การต่อสปินเดิลของวาล์วบางตัวก็มีปัญหากับเดดแบนด์เช่นกัน
แม้ว่าแรงเสียดทานจะลดลงอย่างมากด้วยการออกแบบวาล์วที่ดี แต่ก็เป็นปัญหาที่ยากต่อการกำจัดให้หมด วาล์วควบคุมที่ออกแบบและผลิตขึ้นโดย Awell ควรจะสามารถขจัดเดดแบนด์ได้เนื่องจากช่องว่าง เพื่อให้ได้ผลลัพธ์ที่เหมาะสมที่สุดในการลดความเบี่ยงเบนของกระบวนการ พื้นที่ตายรวมของชุดวาล์วทั้งหมดควรน้อยกว่าหรือเท่ากับ 1% โดยผลลัพธ์ในอุดมคติจะต่ำเพียง 0.25%